
Линии «Стандарт» для производства пенобетонных блоков
Для организации производства пенобетонных блоков не автоклавным методом производства. Предлагаем Вашему вниманию производственную линию конвейерного типа с механизированной загрузкой компонентов «Стандарт ПБ». Производство пенобетонных блоков по резательной технологии с применением многопильных резательных комплекса марки
Данная производственная линия может быть актуальна для строительных компаний, частных производственных компаний по выпуску строительных материалов с потребностью в средних объемах пенобетонных блоков от 10 м³ в смену до 25 м³ в смену (8 часов), а при переходе на двухсменный рабочий день, от 20 до 50 м³ в день.

Подготовка сырья
Цемент. Производственный процесс изготовления ячеистых бетонов начинается с подготовки сырья. В производственной линии «Стандарт ПБ» применяется цемент в мешках весом 25 или 50 кг. Цемент загружается вручную в смеситель для производства пенобетона. Так же цемент может загружаться вскиповый загрузчик, при оснащении смесительного узла скиповым загрузчиком, это помогает механизировать подачуцемента в установку для производства пенобетона.
Количество цемента необходимого для производства пенобетона, зависит от производимой марки пенобетона. Контроль веса происходит при помощи весового индикатора, или по количеству мешков при загрузке вручную.
Наполнитель. В виде наполнителя может использоваться песок или
При использовании песка, в качестве наполнителя, необходимо подготовить площадку для хранения песка. Покрытие пола должно быть из бетона либо асфальт. Площадка для хранения песка должна примыкать к производственному помещению. Либо в случае достаточного места в производственном цехе, при возможности выгрузки песка из самосвала внутри цеха, площадку для хранения песка необходимо разместить максимально близко к смесительному участку.
После обустройства склада, песок необходимо просеять от камней, ракушек и прочих сторонних включений. Просеянный песок загружается в смеситель вручную, либо, как и в случае подачи цемента. При оснащении смесительного узла скиповым загрузчиком, осуществить загрузку в бункер скипового загрузчика.
Пена. Для получения качественного пенобетона, очень важным фактором является пенообразователь. Мы рекомендуем применять белковый пенообразователь для производства пенобетона, проверенным торговых марок. Для получения пены при помощи пеногенератора, необходимо подготовить рабочий раствор пенообразователя,
Армирующее волокно. Для улучшения прочностных характеристик получаемого пенобетонного блока, мы рекомендуем добавлять полипропиленовое волокно (фибру), для армирования пенобетона. Добавление фибры производится во время приготовления пенобетона, после загрузки воды в смеситель. Ее количество как правило составляет 300–600 грамм\м3.
За счет армирования пенобетона применяя полипропиленовую фибру, можно существенно увеличить прочность, увеличить прочность пенобетона на разрыв, уменьшить вероятность усадки и появления трещин.
Загрузка материалов в установку для производства пенобетона.
Во включенный смеситель, заливается вода при помощи центробежного насоса, либо под давлением из системы центрального водоснабжения. Контроль количества залитой воды, происходит при помощи водомера, либо импульсного счетчика с электромагнитным клапаном и контроллером. Для ускорения процесса твердения пенобетона, возможно использовать подогретую воду до 40–45 градусов. Для нагрева воды можно использовать проточный или накопительный водонагреватель (электрический, газовый, твердотопливный).
Приготовление пенобетона
После загрузки воды, в смеситель загружается цемент и песок, а также при армировании пенобетона, добавляется полипропиленовая фибра, после чего, все загруженные материалы перемешиваются в течении 1–2 минут.
В приготовленный
Приготовленный пенобетон сливается в формы и транспортируется по направляющим (рельсам) на участок выдержки, где в течение 6–8 часов происходит набор прочности. Передвижение заполненных пенобетоном форм от участка заливки до участка выдержки и набора первоначальной прочности, производитсяработниками вручную, по одной форме в последовательности аналогичной заливке.
Время набора первоначальной прочности возможно ускорить, используя ускорители твердения, подогрев воды и\или использования тепловых камер.
Съем опалубки выполняется после набора первоначальной прочности, для дальнейшей распиловки. После съема опалубки, массив пенобетонана
Резка массива на блоки
Участок распиловки в производственной линии «Стандарт ПБ» оснащен
Распиливается пенобетонный массив на блоки, с толщиной кратной 50 мм. В некоторых случаях и предварительно согласовав заказ, со специалистами нашей компании, возможна поставка дополнительных монтажных реек крепления пил, для возможности производства блоков любой толщины (актуально если есть необходимость производить блоки, например, толщиной 75, 125 мм).
Порезанный массив, транспортируется на участок выдержки для набора складской прочности. Для ускорения набора складской прочности и улучшения качества пенобетона, участок выдержки можно укомплектовать тепловыми камерами и парогенератором, для подогрева и пропарки пенобетонных блоков.
Укладка блоков на поддон и упаковка
По истечении 8–12 часов выдержки, готовые пенобетонные блоки укладываются на поддон для готовой продукции, после чего транспортируются погрузчиком или ручной гидравлической тележки (роклы) на склад готовой продукции, где отстаиваются до набора отгрузочной прочности.
Для более подробного подсчёта расхода компонентов, а также, просчета себестоимости одного метра кубического пенобетонной продукции в таблице указан расход материала для разных марок пенобетона, от пенобетона для теплоизоляции марки D300 (300 кг\м3) до тяжёлого конструкционного пенобетона марки D1000 (1000 кг\м3). Используя данную таблицу, можно детально рассчитать себестоимость продукции в регионе, где планируется организация производства.
| МАРКА | Белковый пенообразователь «Livoton» | Цемент (кг) | Песок (кг) | Водоцементное соотношение |
Вода затворения (л) | Вода в составе пены (л) | Вес 1 литра сырой массы (гр.) |
| 300 | 1,5-1,7 л. | 270 | 0 | 0,70 | 122 | 67 | 459 |
| 400 | 1,3-1,5 л. | 300 | 0 | 0,66 | 135 | 64 | 499 |
| 500 | 1,2-1,4 л. | 305 | 100 | 0,65 | 138 | 61 | 604 |
| 600 | 1,0-1,3 л. | 310 | 210 | 0,64 | 140 | 57 | 717 |
| 700 | 1,0-1,3 л. | 315 | 305 | 0,62 | 142 | 54 | 816 |
| 800 | 1,0-1,2 л. | 320 | 400 | 0,61 | 145 | 50 | 915 |
| 900 | 1,0-1,2 л. | 335 | 480 | 0,59 | 151 | 48 | 1014 |
| 1000 | 1,0-1,2 л. | 350 | 560 | 0,58 | 158 | 45 | 1113 |

| Размеры блоков в мм | 100 х 300 х 600 | 150 х 300 х 600 | 200 х 300 х 600 |
|
Количество блоков в 1 м |
56 шт. | 37 шт. | 28 шт. |
| Количество метров квадратных в 1 м³ | 10,08 м² | 6,66 м² | 5,04 м² |
| Количество метров квадратных при производительности 25 м³ в смену (8 часов) | 252 м² | 166,5 м² | 126 м² |

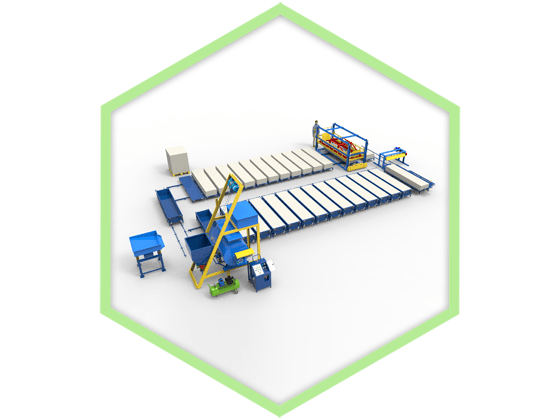
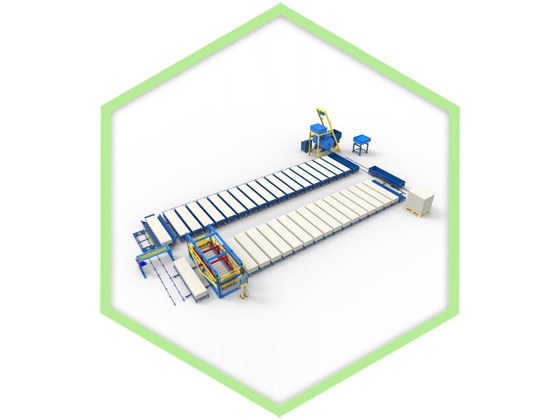
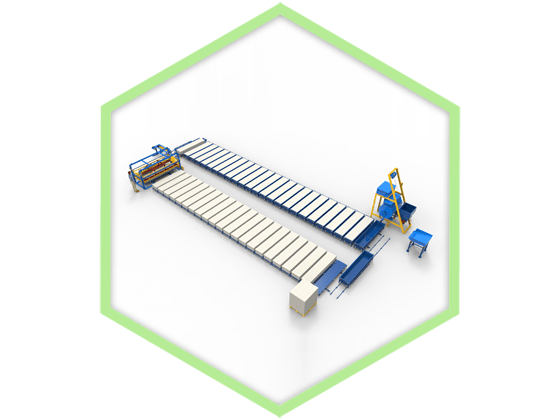
На изображении указана принципиальная схема размещения оборудования в производственном помещении. Схема расстановки в первую очередь, зависит от планировки производственного цеха. Поэтому в каждом случае, специалисты нашей компании, индивидуально подходят к данному вопросу.
Планировка производственного цеха зависит от его габаритов, привязки к прилегающей территории на которой размещен цех, с учетом подъездных путей для возможности подвоза материалов для производства, а также отгрузки и отправки готовой продукции конечному потребителю.
Также, при планировке учитываются коммуникации, их мощность и возможность подвода к необходимому участку производства.

1. Смеситель для производства пенобетона «ПБС-0.9» + Сливной шланг (Ø75 мм)
2. Щитуправения + Пеногенератор «ПГЩ-450»
3. Компрессор
4. Форма «Профи-500» (0,5 м3)
5. Поддон-вагонетка «Профи-500» с утепленным дном
6. Одно-портальный комплекс для резки пенобетона «УРМП-1П»
7. Рельсовые направляющие (продольные)
8. Рельсовые направляющие (поперечные)
9. Вагонетка рельсовая для поперечного перемещения форм
10. Вибросито
11. Скиповый подъемник для загрузки сыпучих материалов
12. Дозатор для воды с электромагнитным клапаном и контроллером
13. Шнековая фреза для торцовки верхней части массива
Высокое качество сборки оборудования, а также использование качественных материалов и оснащение электрооборудованием известных мировых брендов, позволяют нам предоставить гарантию на оборудование, выпускаемое нашей компанией от 18 месяцев со дня выполнения пусконаладочных работ. Все узлы наших агрегатов изготовлены с большим запасом прочности и мощности, что в свою очередь гарантирует Вам бесперебойную работу нашего оборудования.
Также компания ГРИВАС выполняет гарантийное, и после гарантийное обслуживание оборудования в кротчайшие сроки.
Срок поставки линии конвейерного типа «Стандарт» зависит от комплектации и производительности. Все оборудование изготавливается на нашем предприятии в г. Нежин, Черниговская обл. Украина. После подписания контракта и перечисления предоплаты не менее 50%, готовы произвести отгрузку в течение 20 до 30 рабочих дней. Доплата 50% осуществляется заказчиком после приемки оборудования на предприятии компании, до момента отгрузки оборудования.
Доставка осуществляется автомобильным, морским или смешанным видом транспорта на условиях согласно «ИНКОТЕРМС2010» по согласованию с заказчиком. Возможен самовывоз.
Для экспорта наше оборудование сопровождается следующими документами:
- Счет фактура Инвойс
- ЦМР международная транспортная накладная (CMR)
- Сертификат страны происхождения
- Копия экспортной декларации
- TIR – Carnet (необходим для экспорта в страны СНГ)
- Комплект морских коносаментов (при отправке морским транспортом)
- Упаковочный лист
- Комплект паспортов на оборудование и комплектацию
- Технологическая документация, схема монтажа
В стоимость оборудования включено:
- Все расходы, связанные с таможенным и брокерским оформлением на территории Украины.
- Предоставления технологической карты производства
- Технологическая привязка к производственному помещению
- Расстановка оборудования на плане производственного помещения
- Неограниченная во времени интеллектуальная поддержка
- Гарантия 18 месяцев
Примеры комплектации линии «Стандарт ПБ»
Линии с различной производительностью, требуют разной комплектации и количества необходимого оборудования для обеспечения необходимой производительности. Для наглядного примера, ниже указаны варианты комплектации линии конвейерного типа «Стандарт ПБ» с разной производительностью.
«Стандарт ПБ-10»

«Стандарт ПБ-10»
| Тип линии | конвейерный |
| Производительность |
10 м³/ смена |
| Необходимая площадь помещения | 210–230 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 8,6 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 11,1 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,25 |
| Обслуживающий персонал | 2-3 чел. |
| Необходимая площадь для склада готовой продукции | 130–550 м² |
| Необходимая площадь для склада сыпучих материалов | 30-35 м² |
1. Смеситель для производства пенобетона"
2. Пеногенератор
3. Компрессор (производительность не менее 450л\мин) — 1 шт.
4. Форма
5.
6.
7. Рельсовые направляющие (продольные) — 18,0 м.п
8. Рельсовые направляющие (поперечные) — 14,0 м.п
9. Вагонетка рельсовая для поперечного перемещения форм — 2 шт.
Дополнительное оборудование (комплектуется по желанию заказчика):
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 шт.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Вибросито для просеивания песка — 1 шт.
«Стандарт ПБ-15»
«Стандарт ПБ-15»
| Тип линии | конвейерный |
| Производительность |
15 м³/ смена |
| Необходимая площадь помещения | 260–280 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 8,6 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 11,1 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,37 |
| Обслуживающий персонал | 3-4 чел. |
| Необходимая площадь для склада готовой продукции | 190–200 м² |
| Необходимая площадь для склада сыпучих материалов | 40-50 м² |
1. Смеситель для производства пенобетона
2. Пеногенератор «
3. Компрессор (производительность не менее 450л\мин) — 1 шт.
4. Форма
5.
6.
7. Рельсовые направляющие (продольные) — 24,0 м.п.
8. Рельсовые направляющие (поперечные) — 14,0 м.п.
9. Вагонетка рельсовая для поперечного перемещения форм — 2 шт.
Дополнительное оборудование (комплектуется по желанию заказчика):
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 шт.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Вибросито для просеивания песка — 1 шт.
«Стандарт ПБ-20»
«Стандарт ПБ-20»
| Тип линии | конвейерный |
| Производительность |
20 м³/ смена |
| Необходимая площадь помещения | 330–320 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,6 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 11,1 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,50 |
| Обслуживающий персонал | 3-4 чел. |
| Необходимая площадь для склада готовой продукции | 230–250 м² |
| Необходимая площадь для склада сыпучих материалов | 55-70 м² |
1. Смеситель для производства пенобетона
2. Пеногенератор «
3. Компрессор (производительность не менее 450л\мин) — 1 шт.
4. Форма
5.
6.
7. Рельсовые направляющие (продольные) — 32,0 м.п.
8. Рельсовые направляющие (поперечные) — 14,0 м.п.
9. Вагонетка рельсовая для поперечного перемещения форм — 2 шт.
Дополнительное оборудование (комплектуется по желанию заказчика):
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 шт.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Вибросито для просеивания песка — 1 шт.
«Стандарт ПБ-25»
«Стандарт ПБ-25»
| Тип линии | конвейерный |
| Производительность |
25 м³/ смена |
| Необходимая площадь помещения | 400–430 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,6 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 11,1 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,57 |
| Обслуживающий персонал | 4-5 чел. |
| Необходимая площадь для склада готовой продукции | 280–300 м² |
| Необходимая площадь для склада сыпучих материалов | 55-70 м² |
1. Смеситель для производства пенобетона
2. Пеногенератор «
3. Компрессор (производительность не менее 450л\мин) — 1 шт
4. Форма
5.
6.
7. Рельсовые направляющие (продольные) — 40,0 м.п.
8. Рельсовые направляющие (поперечные) — 14,0 м.п
9. Вагонетка рельсовая для поперечного перемещения форм — 2 шт.
Дополнительное оборудование (комплектуется по желанию заказчика):
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 шт.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Вибросито для просеивания песка — 1 шт.
Спецификация оборудования входящего в состав линии «Стандарт ПБ»
Установка для изготовления пенобетона

Установка для изготовления пенобетона
Для организации производства с производительностью до 20 м³ в смену возможно применение смесительной установки с рабочим объемом 0,5 м³ (500 литров) — «
| Тип | Стационарный |
| Объем рабочей емкости | 500 л. |
| Производительность | 2–2,5 м³/час |
| Диапазон производимых плотностей пенобетона, кг/м³ | 300-1200 |
| Потребляемая мощность, кВт/час | 3 кВт |
| Напряжение питания | 220-380 V |
| Масса в незагруженном состоянии | 480 кг. |
| Диаметр сливного патрубка | 100 мм. |
| Комплект поставки: Установка для производства пенобетона «ПБС-0.5», пеногенератор «ПГЩ-450», щит управления, компрессор, сливной шланг Ø75 мм - 3 м. | |
| Тип | Стационарный |
| Объем рабочей емкости | 1020 л. |
| Производительность | 4–5 м³/час |
| Диапазон производимых плотностей пенобетона, кг/м³ | 300-1200 |
| Потребляемая мощность, кВт/час | 4 кВт |
| Напряжение питания | 220-380 V |
| Масса в незагруженном состоянии | 980 кг. |
| Диаметр сливного патрубка | 100 мм. |
| Комплект поставки: Установка для производства пенобетона «ПБС-0.9», пеногенератор «ПГЩ-600», щит управления, компрессор, сливной шланг Ø75 мм - 3 м. | |
Пеногенератор для производства пенобетона

Пеногенератор для производства пенобетона
Пеногенератор применяется в производстве пенобетона для получения пены путем смешивания сжатого воздуха с рабочим раствором пенообразователя. Пеногенератор «ПГЩ» может работать на любом типе пенообразователя.
Регулировка плотности пены осуществляется за счет настройки соотношения подачи рабочего раствора и сжатого воздуха. Плотность получаемой пены с помощью пеногенератора, может составлять от 40 до 200 грамм\литр.
Производительность пеногенератора в первую очередь, зависит от мощности компрессора, который должен обеспечить необходимый объем сжатого воздуха, не менее 350 л\мин. При достаточной выработке компрессора, продуктивность пеногенератора будет составлять 300–350 литров пены в минуту.
| Тип генерации пены | Непрерывный |
| Диапазон регулировки плотности пены, грамм\литр | 40-200 |
| Производительность, л\мин | до 350 |
| Потребляемая мощность (без компрессора), кВт | 0,75 |
| Напряжение питания | 220 В |
| Габариты в мм. | 600х500х310 |
| Вес, кг. | 65 |
| Комплект поставки: Пеногенератор, Насос подачи рабочего раствора, шланг Ø50 | |
| Тип генерации пены | Непрерывный |
| Диапазон регулировки плотности пены, грамм\литр | 40-200 |
| Производительность, л\мин | до 500 |
| Потребляемая мощность (без компрессора), кВт | 1,1 |
| Напряжение питания | 220 В |
| Габариты в мм. | 600х500х310 |
| Вес, кг. | 65 |
| Комплект поставки: Пеногенератор, Насос подачи рабочего раствора, шланг Ø50 | |
Формы для производства ячеистых бетонов

Формы для производства ячеистых бетонов
Формы с
| Тип | Сборно-разборная |
| Объем | 0,5 м³ |
| Замок | Эксцентриковый, быстро-разборный |
| Уплотнение | Шнур резиновый, (пористый) 10х20 мм |
| Ролики металлические | V-образные, 4 шт. |
| Габариты массива в мм. | 410х600х2810 |
| Вес | 110 кг. |
Одно портальный резательный комплекс «УРМП-1П»

Одно портальный резательный комплекс «УРМП-1П»
Одно портальный комплекс для резки ячеистых бетонов
Производительность комплекса для резки
Основные преимущества резательных комплексов
- Высокая, производительность до 6 м³ в час
- Позволяет создать производство конвейерного типа, что существенно уменьшает трудозатраты
- При распиловке массива, основная каретка с режущим механизмом опускается автоматически с необходимой и достаточной нагрузкой на пилы, благодаря чему мы гарантируем точную геометрию блока при распиловке, а также увеличенный срок службы ленточных пил.
- Точность реза ±1 мм
- На комплексах «УРМП» установлены надежные
мотор-редукторы Motovario (пр-во Италия)
| Тип реза | вертикальный |
| Количество пил | До 25 шт. |
| Потребляемая мощность, кВт/час | 1,5 кВт |
| Производительность | 5–6 м³\час |
| Масса в незагруженном состоянии | 940 кг |
| Габариты в мм. | 4000 х 2000 х 1300 |
| Подача режущего механизма | Полуавтоматическая |
| Размер получаемых блоков | 600 х 300 х 100 600 х 300 х 150 600 х 300 х 200 |
| Обслуживающий персонал | 1 чел |
Шнековая фреза для торцовки верхней части массива

Шнековая фреза для торцовки верхней части массива
Шнековая фреза устанавливается непосредственно перед порталом резательного комплекса и необходима для механизированного съема (торцовки) верхней части массива.
Принцип работы фрезы. Перед распиловкой на резательном комплексе, массив из ячеистого бетона (пенобетон, газобетон) передвигаясь по рельсовым направляющим, подается к шнековой фрезе. Шнек вращаясь, производит подрезание «горбушки» и сбрасывает срезанную часть массива в сторону.
| Тип | шнековый |
| Торцовка блока | верхняя |
| Потребляемая мощность, кВт/час | 2,2 кВт |
| Напряжение питания | 220-380 V |
| Производительность | 8–10 м³\час |
| Масса | 185 кг |
| Габариты, мм (высота, ширина, длинна) | 1500х1200х2200 |
| Обслуживающий персонал | 1 чел |
Скиповый подъемник

Скиповый подъемник
Шнековая фреза устанавливается непосредственно перед порталом резательного комплекса и необходима для механизированного съема (торцовки) верхней части массива.
Принцип работы фрезы. Перед распиловкой на резательном комплексе, массив из ячеистого бетона (пенобетон, газобетон) передвигаясь по рельсовым направляющим, подается к шнековой фрезе. Шнек вращаясь, производит подрезание «горбушки» и сбрасывает срезанную часть массива в сторону.
| Тип подъемника | скиповый |
| Объем ковша, м³ | 0,5 |
| Грузоподъемность, т | 0,9 |
| Потребляемая мощность, кВт/час | 2,2 кВт |
| Напряжение питания | 220-380 V |
| Масса | 480 кг |
| Габариты, мм (высота, ширина, длинна) | 3900х1100х2400 |
| Обслуживающий персонал | 1 чел. |
Вибросито для песка

Вибросито для песка
Вибросито необходимо для механического просеивания и отделения от песка крупных включений, таких как ракушки, камни и прочий мусор для предотвращения попадания сторонних предметов в установку для производства пенобетона.
| Производительность, кг\час | 2400 |
| Тип вибрационного механизма | Дебалансный регулируемый |
| Потребляемая мощность, кВт/час | 0,5 кВт |
| Напряжение питания | 220-380 V |
| Масса в незагруженном состоянии | 186 кг. |
| Обслуживающий персонал | 1 чел |
| Габариты, мм (высота, ширина, длинна) | 1320х1380х1000 |
Вагонетка для поперечного перемещения форм

Вагонетка для поперечного перемещения форм
Вагонетка для поперечного перемещения форм, необходима в производстве конвейерным методом. Нужна для создания замкнутого цикла перемещения форм, перпендикулярного движению форм с пенобетоном или газобетоном, а также возврату
Данная вагонетка устанавливается на поперечные рельсовые направляющие, ниже уровня основных рельсов. В верхней части вагонетки установлены направляющие, аналогично основным рельсам. Таким образом форма с
На поперечной вагонетке установлены специальные захваты для защиты от переката и сброса

ОСТАЛИСЬ ВОПРОСЫ?
Свяжитесь с нами по одному из номеров:
+380 50 377 85 12, +380 96 755 08 00
Или задайте вопрос через форму обратной связи
