
Линии «Стандарт Плюс» для производства газобетонных блоков
Для организации производства газобетонных блоков не автоклавным методом производства. Предлагаем Вашему вниманию производственную линию конвейерного типа с механизированной загрузкой компонентов «Стандарт Плюс».
Производство газобетонных блоков осуществляется по резательной технологии с применением

Подготовка и загрузка компонентов
Вода. В производстве газобетона и газобетонных блоков применяется подогретая вода до 45–55 градусов. Для обеспечения необходимой производительности водонагревательного оборудования, нагрев воды осуществляется на производстве при помощи твердотопливного, газового, электронагревателя или комбинированного нагрева. Загрузка воды осуществляется при помощи насоса или самотеком при использовании централизованного водоснабжения, а контроль подачи осуществляется при помощи механического счетчика или импульсного счетчика с электромагнитным клапаном и контроллером для автоматической подачи воды в миксер.
Цемент. Производственный процесс изготовления ячеистых бетонов начинается с подготовки сырья. В производственной линии «Стандарт Плюс» применяется цемент в мешках весом 25 или 50 кг. Также, при использовании растарщика мягких контейнеров
Наполнитель. В виде наполнителя может использоваться песок или
При использовании песка в качестве наполнителя, необходимо подготовить площадку для хранения песка. Покрытие пола должно быть из бетона либо асфальт. Площадка для хранения песка должна примыкать к производственному помещению, а в случае достаточного места в производственном цехе, а также возможности выгрузки песка из самосвала внутри цеха, площадку для хранения песка возможно разместить максимально близко к смесительному участку.
После обустройства склада, песок необходимо просеять от камней, ракушек и прочих сторонних включений при помощи вибросита. Просеянный песок загружается в смеситель вручную, либо, как и в случае подачи цемента, при оснащении смесительного узла скиповым загрузчиком, осуществить загрузку в бункер скипового загрузчика.
Добавки для образования пор в газобетоне Для порообразования и дальнейшего производства газобетона, применяются химические добавки, которые необходимы для создания пор и поднятия
Выдержка массива газобетона перед распиловкой
После загрузки всех компонентов, перемешивание занимает не более 60 секунд, после чего готовую смесь необходимо слить в форму «
Для создания благоприятных условий и температурного режима для поднятия газобетона, дальнейшей выдержки и набора прочности, на производственном участке желательна установка «тепловых камер». «Тепловые камеры» изготавливаются из доступных в регионе материалов, заказчик монтирует самостоятельно по рекомендации и чертежам предоставленным вместе с оборудованием. Также тепловые камеры необходимо оборудовать системой подогрева при производстве газобетона в холодное время года.
Созревание массива газобетона в камере прогрева составляет около 180 минут, после чего массив подается на участок распиловки
Резка массива на блоки
После набора первоначальной прочности, производится срез верхней части массива (горбушки) при помощи шнековой фрезы, либо при оснащении участка распиловки, установкой
Участок распиловки в производственной линии «Стандарт Плюс» оснащен
После распиловки в первом портале, массив перемещается во второй портал, где производится распиловка массива на блоки, с одновременной торцовкой с других двух сторон массива газобетона. Распиловка на втором портале определяет толщину будущих блоков с кратностью реза 50 мм.
Порезанный массив газобетона на блоки транспортируется на участок выдержки для набора складской прочности. Для ускорения набора складской прочности и улучшения качества газобетона, участок выдержки возможно укомплектовать тепловыми камерами и парогенератором для подогрева и пропарки газобетонных блоков.
После выдержки, газобетонные блоки укладываются на поддон для готовой продукции и упаковываются стрейч пленкой и полипропиленовой упаковочной лентой. Упакованные блоки транспортируются на склад готовой продукции при помощи погрузчика или гидравлической тележки, где отстаиваются до набора проектной прочности.
Для более подробного подсчёта расхода материалов на один метр кубический газобетонных блоков, а также, просчета себестоимости производства газобетона, в таблице указан расход компонентов необходимых для производства газобетона.
При использовании песка в качестве наполнителя:
| Наименование материала | Количество |
| Цемент, кг | 300-320 |
| Песок, кг | 180-200 |
| Вода, л | 170-190 |
| Каустическая сода, кг | 2,8-3,2 |
| Алюминиевая пудра, кг | 0,45-0,55 |
| Кальций хлористый, кг | 1,0-1,2 |
| Сода кальцинированная, кг | 1,5-2,0 |
При использовании золы-уноса в качестве наполнителя:
| Наименование материала | Количество |
| Цемент, кг | 230-250 |
| Песок, кг | 250-270 |
| Вода, л | 180-205 |
| Каустическая сода, кг | 2,8-3,2 |
| Алюминиевая пудра, кг | 0,45-0,55 |
| Кальций хлористый, кг | 1,0-1,2 |
| Сода кальцинированная, кг | 1,5-2,0 |
Более подробная рецептура, технологическая карта производства предоставляется вместе с оборудованием и входит в ее стоимость.
Марка D600 определяет марку газобетона со средней плотностью 600 кг\м3. Возможно производить газобетон разной плотностью от D400 до Д1000 в зависимости от необходимой потребности заказчика, и проектной прочности газобетона. Чем легче удельный вес газобетона, тем лучше показания теплопроводности и энергосбережения, и соответственно, чем блок тяжелее, тем больше теряются свойства энергосбережения. Но не стоит забывать о несущих свойствах газоблока, поскольку легкий газобетонный блок имеет более низкие показатели прочности, в отличии от более тяжелого газобетона.


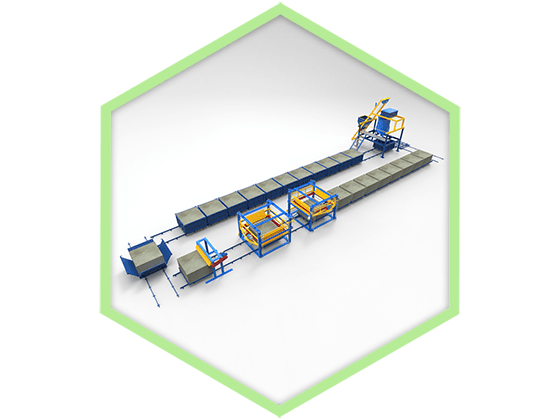
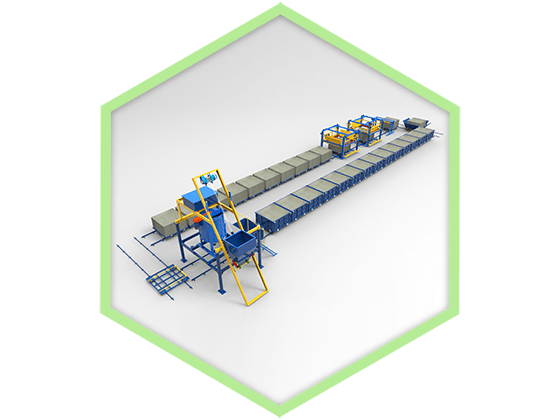
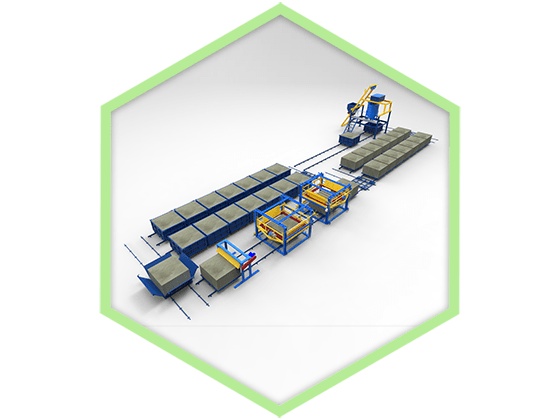
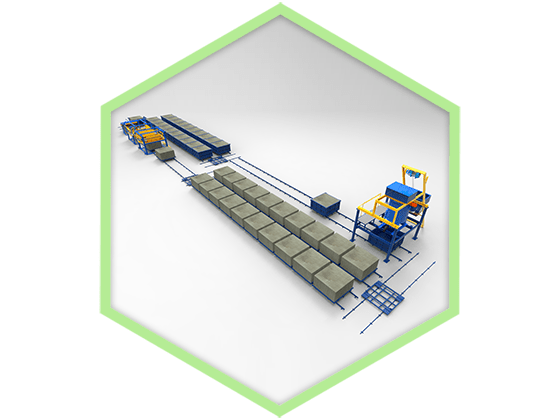
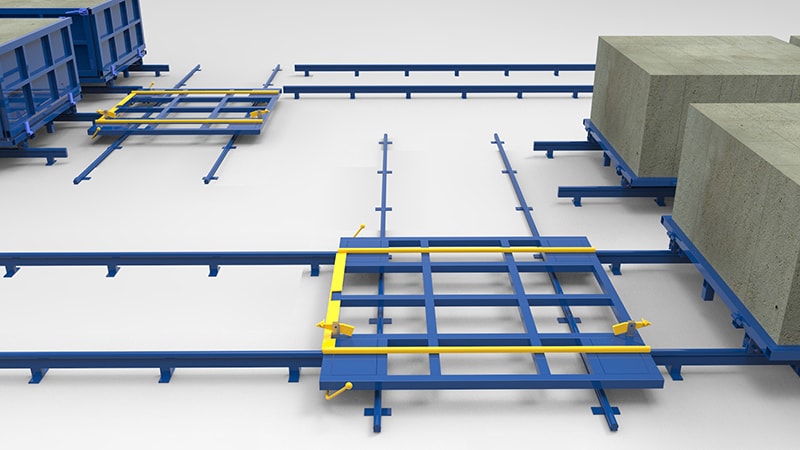
Приведенная ниже схема расстановки оборудования, показана как пример и не является окончательной. Для каждого производственного цеха, специалисты компании делают расстановку оборудования в зависимости от планировки цеха. Также во внимание принимается размещение цеха на территории, подъездные пути, логистика и хранение материалов.

1. Стационарный
2. Подиум для смесителя «
3. Форма «
4.
5.
6. Шнековая фреза для торцовки верхней части массива (горбушки) — 1 шт. 7. Рельсовые направляющие (продольные)
8. Рельсовые направляющие (поперечные)
9. Вагонетка рельсовая для поперечного перемещения форм
10. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком
11. Дозатор для воды с электромагнитным клапаном и контроллером
Высокое качество сборки оборудования высококвалифицированными специалистами, а также использование качественных материалов и оснащение электрооборудованием известных мировых брендов, позволяют нам предоставить гарантию на оборудование, выпускаемое нашей компанией от 18 месяцев со дня выполнения пусконаладочных работ.
Компания «ГРИВАС» выполняет гарантийное и после гарантийное обслуживание оборудования в кротчайшие сроки. Хочу обратить Ваше внимание на то, что узлы наших агрегатов изготовлены с большим запасом прочности и мощности, что в свою очередь гарантирует Вам бесперебойную работу нашего оборудования.
Оборудование, перечисленное в
Для экспорта наше оборудование сопровождается следующими документами:
- Счет фактура Инвойс
- ЦМР международная транспортная накладная (CMR)
- Сертификат страны происхождения
- Копия экспортной декларации
- TIR – Carnet (необходим для экспорта в страны СНГ)
- Комплект морских коносаментов (при отправке морским транспортом)
- Упаковочный лист
- Комплект паспортов на оборудование и комплектацию
- Технологическая документация, схема монтажа
В стоимость оборудования включено:
- Все расходы, связанные с таможенным и брокерским оформлением на территории Украины.
- Предоставления технологической карты производства
- Технологическая привязка к производственному помещению
- Расстановка оборудования на плане производственного помещения
- Неограниченная во времени интеллектуальная поддержка
- Гарантия 18 месяцев
Комплектация линии «Стандарт Плюс»
Состав производственной линии рассчитан на дальнейшую модернизацию до линии конвейерного типа с автоматической дозировкой компонентов «Профи».
При необходимости, возможна поэтапная модернизация линии и автоматизация производства с увеличением производительности до 150 м3 газобетонной продукции в сутки.
«Стандарт Плюс-20»
«Стандарт Плюс-20»
| Тип линии | конвейерный |
| Производительность |
20 м³/ смена |
| Необходимая площадь помещения | 330–350 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,2 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 12,5 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,59 |
| Обслуживающий персонал | 3-4 чел. |
| Необходимая площадь для склада готовой продукции | 300–320 м² |
| Необходимая площадь для склада сыпучих материалов | 55-70 м² |
1. Стационарный
2. Подиум для смесителя «
3. Форма «
4.
5.
6. Шнековая фреза для торцовки верхней части массива (горбушки) — 1 шт.
7. Рельсовые направляющие (продольные) — 72
8. Рельсовые направляющие (поперечные) — 12 (Точное количество рельсовых направляющих зависит от планировки цеха и определяются индивидуально)
9. Вагонетка рельсовая для поперечного перемещения форм — 4 шт.
Дополнительное оборудование:
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 компл.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Миксер для хим. добавок — 1 шт.
4. Вибросито для просеивания песка — 1 шт.
5. Установка для торцовки верхней и нижней части массива «
«Стандарт Плюс-25»
«Стандарт Плюс-25»
| Тип линии | конвейерный |
| Производительность |
25 м³/ смена |
| Необходимая площадь помещения | 380–400 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,2 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 12,5 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,65 |
| Обслуживающий персонал | 4-5 чел. |
| Необходимая площадь для склада готовой продукции | 330–350 м² |
| Необходимая площадь для склада сыпучих материалов | 60-75 м² |
1. Стационарный
2. Подиум для смесителя «
3. Форма «
4.
5.
6. Шнековая фреза для торцовки верхней части массива (горбушки) — 1 шт.
7. Рельсовые направляющие (продольные) — 84
8. Рельсовые направляющие (поперечные) — 12 (Точное количество рельсовых направляющих зависит от планировки цеха и определяются индивидуально)
9. Вагонетка рельсовая для поперечного перемещения форм — 4 шт.
Дополнительное оборудование:
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 компл.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Миксер для хим. добавок — 1 шт.
4. Вибросито для просеивания песка — 1 шт.
5. Установка для торцовки верхней и нижней части массива «
«Стандарт Плюс-30»
«Стандарт Плюс-30»
| Тип линии | конвейерный |
| Производительность |
30 м³/ смена |
| Необходимая площадь помещения | 430–450 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,2 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 12,5 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,65 |
| Обслуживающий персонал | 5-6 чел. |
| Необходимая площадь для склада готовой продукции | 380–400 м² |
| Необходимая площадь для склада сыпучих материалов | 70-80 м² |
1. Стационарный
2. Подиум для смесителя «
3. Форма «
4.
5.
6. Шнековая фреза для торцовки верхней части массива (горбушки) — 1 шт.
7. Рельсовые направляющие (продольные) — 96
8. Рельсовые направляющие (поперечные) — 24(Точное количество рельсовых направляющих зависит от планировки цеха и определяются индивидуально)
9. Вагонетка рельсовая для поперечного перемещения форм — 4 шт.
Дополнительное оборудование:
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 компл.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Миксер для хим. добавок — 1 шт.
4. Вибросито для просеивания песка — 1 шт.
5. Установка для торцовки верхней и нижней части массива «
«Стандарт Плюс-40»
«Стандарт Плюс-40»
| Тип линии | конвейерный |
| Производительность |
40 м³/ смена |
| Необходимая площадь помещения | 520–550 м² |
| Установленная мощность без вспомогательного оборудования, кВт/час | 9,2 |
| Установленная мощностьсо вспомогательным оборудованием, кВт/час | 12,5 |
| Напряжение питания | 380 V |
| Потребление воды, м3\час | 0,65 |
| Обслуживающий персонал | 5-7 чел. |
| Необходимая площадь для склада готовой продукции | 400–420 м² |
| Необходимая площадь для склада сыпучих материалов | 80-85 м² |
1. Стационарный
2. Подиум для смесителя «
3. Форма «
4.
5.
6. Шнековая фреза для торцовки верхней части массива (горбушки) — 1 шт.
7. Рельсовые направляющие (продольные) — 120
8. Рельсовые направляющие (поперечные) — 18 (Точное количество рельсовых направляющих зависит от планировки цеха и определяются индивидуально)
9. Вагонетка рельсовая для поперечного перемещения форм — 4 шт.
Дополнительное оборудование:
1. Скиповый подъемник для загрузки цемента и песка с весовым индикатором и тензодатчиком — 1 компл.
2. Дозатор для воды с электромагнитным клапаном и контроллером — 1 шт.
3. Миксер для хим. добавок — 1 шт.
4. Вибросито для просеивания песка — 1 шт.
5. Установка для торцовки верхней и нижней части массива «
Спецификация оборудования входящего в состав линии «Стандарт Плюс»
Стационарный миксер-активатор для производства газобетона «ГРБУ-0.9»

Стационарный миксер-активатор для производства газобетона «ГРБУ-0.9»
На линиях конвейерного типа «Стандарт Плюс» используются в производстве газобетона стационарный
| Тип | Стационарный |
| Объем рабочей емкости | 900 л. |
| Производительность | 5–6 м³/час |
| Потребляемая мощность, кВт/час | 4 кВт |
| Напряжение питания | 380 V |
| Общий вес | 520 кг. |
| Обслуживающий персонал | 1 чел |
| Диаметр сливного патрубка | 100 мм. |
| Комплект поставки: Миксер-активатор, щит управления | |
Формы для производства ячеистых бетонов «Профи-900»

Формы для производства ячеистых бетонов «Профи-900»
Формы «Профи-900» разработаны в первую очередь для возможности работы линии конвейерным методом изготовления, а также для возможности применения двух-портального комплекса для резки ячеистых бетонов «УРМП-2П». На поддон вагонетке формы установлены V-образные ролики, благодаря которым усилие для перемещения формы наполненной газобетоном составляет не более 17 кг. Применение эксцентриковых замков в конструкции бортов формы позволило работникам формовочного участка производить быструю разборку и демонтаж бортов формы. Также, конструкция бортов формы разработана и изготовлена специальным образом для возможности применения резиновых уплотнений, что гарантирует герметизацию формы и защиту от протеканий воды и раствора ячеистого бетона.
| Материал | Металл |
| Объем | 0,864 м³ |
| Замок | Эксцентриковый, быстро-разборный |
| Уплотнение | Шнур резиновый, (пористый) 10х20 мм |
| Ролики металлические | 4 шт. |
| Габариты в мм. | 710х1275х1360 |
| Вес | 163 кг. |
Двух-портальный комплекс для резки пенобетона «УРМП-2П»

Двух-портальный комплекс для резки пенобетона «УРМП-2П»
Двух портальный комплекс
Принцип работы.
| Тип реза | вертикальный |
| Количество пил | До 18 шт. |
| Потребляемая мощность, кВт/час | 1,5 кВт |
| Производительность | до 10 м³\час |
| Масса в незагруженном состоянии | 1750 кг |
| Габариты в мм. | 8000 х 2000 х 1300 |
| Подача режущего механизма | Полуавтоматическая |
| Размер получаемых блоков | 600 х 300 х 100 600 х 300 х 150 600 х 300 х 200 |
| Обслуживающий персонал | 1-2 чел |
- Высокая, производительность до 10 м³ в час
- Позволяет создать производство конвейерного типа, что существенно уменьшает трудозатраты!
- При распиловке массива, основная каретка с режущим механизмом опускается автоматически с необходимой и достаточной нагрузкой на пилы, благодаря чему мы гарантируем точную геометрию блока при распиловке, а также увеличенный срок службы ленточных пил.
- Точность реза ±1 мм
- На комплексах «УРМП» установлены надежные
мотор-редукторы Motovario (пр-во Италия) - Во время распиловки массива производится торцовка массива за счет установленных дополнительных пил
Миксер для хим. добавок

Миксер для хим. добавок
Поскольку алюминиевая пудра поставляется в парафиновой оболочке, ее необходимо смыть при помощи воды с небольшой добавкой стирального порошка. Миксер для химических добавок используется для приготовления суспензии из алюминиевой пудры или пасты, и дальнейшего применения в производстве газобетона.
| Тип | вертикальный |
| Объем рабочей емкости | 15 л. |
| Потребляемая мощность, кВт/час | 0,5 кВт |
| Напряжение питания | 220 V |
| Масса в незагруженном состоянии | 55 кг. |
| Обслуживающий персонал | 1 чел |
| Диаметр сливного патрубка | 1” |
Шнековая фреза для торцовки верхней части массива

Шнековая фреза для торцовки верхней части массива
Шнековая фреза устанавливается непосредственно перед порталом резательного комплекса и необходима для механизированного съема (торцовки) верхней части массива.
Принцип работы фрезы. Перед распиловкой на резательном комплексе, массив из ячеистого бетона (пенобетон, газобетон) передвигаясь по рельсовым направляющим, подается к шнековой фрезе. Шнек вращаясь, производит подрезание «горбушки» и сбрасывает срезанную часть массива в сторону.
| Тип | шнековый |
| Торцовка блока | верхняя |
| Потребляемая мощность, кВт/час | 2,2 кВт |
| Напряжение питания | 220-380 V |
| Производительность | 8–10 м³\час |
| Масса | 185 кг |
| Габариты, мм (высота, ширина, длинна) | 1500х1000х2000 |
| Обслуживающий персонал | 1 чел |
Скиповый подъемник

Скиповый подъемник
Скиповый подъемник с тензодатчиком и весовым индикатором применяется в производстве ячеистого бетона для механизированной загрузки сыпучих материалов в
| Тип подъемника | шнековый |
| Торцовка блока | верхняя |
| Потребляемая мощность, кВт/час | 2,2 кВт |
| Напряжение питания | 220-380 V |
| Производительность | 8-10 м³\час |
| Масса | 185 кг |
| Габариты, мм (высота, ширина, длинна) | 1500х1000х2000 |
| Обслуживающий персонал | 1 чел. |
Вибросито для песка

Вибросито для песка
Вибросито необходимо для механического просеивания и отделения от песка крупных включений, таких как ракушки, камни и прочий мусор для предотвращения попадания сторонних предметов в установку для производства газобетона.
| Производительность, кг\час | 2400 |
| Тип вибрационного механизма | Дебалансный регулируемый |
| Потребляемая мощность, кВт/час | 0,5 кВт |
| Напряжение питания | 220-380 V |
| Масса в незагруженном состоянии | 186 кг. |
| Обслуживающий персонал | 1 чел |
| Габариты, мм (высота, ширина, длинна) | 1320х1380х1000 |
Вагонетка для поперечного перемещения форм
Вагонетка для поперечного перемещения форм
Вагонетка для поперечного перемещения форм, в производстве конвейерным методом. Необходима для создания замкнутого цикла перемещения форм, перпендикулярного движению форм с пенобетоном или газобетоном, а также возврату
Данная вагонетка устанавливается на поперечные рельсовые направляющие, ниже уровня основных рельсов. В верхней части вагонетки установлены направляющие, аналогично основным рельсам. Таким образом форма с

ОСТАЛИСЬ ВОПРОСЫ?
Свяжитесь с нами по одному из номеров:
+380 50 377 85 12, +380 96 755 08 00
Или задайте вопрос через форму обратной связи
